


The Plant is equipped with 2 sets of Kirloskar Cummins make Diesel Generator sets as power backup for running entire plant during power failure.
It also has 8 nos. Air Compressors having total Free Air Delivery capacity 2000 cfm meeting specific operations of the entire plant.
The Plant is also having 2 nos. 5 MT, 2 nos. 3 MT and 1 nos. 10 MT Capacity overhead cranes and Air Hoists cover lifting equipment’s.
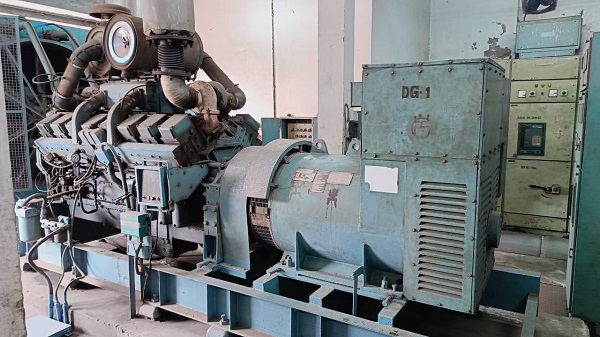
DG Set 1

DG Set 2

Cresmac is having separate well equipped maintenance department. Experienced maintenance engineers and highly trained technicians are there for installation and up-keep of Plant & Machinery and electrical maintenance.


A well equipped pattern shop is run in house for making patterns with precise accuracy to ensure castings are made with close dimensional tolerance.

This shop is having 4 Continuous Mixers for making Moulds / cores of high chrome iron, CI / DI and steel castings. Both Mechanical and Thermal Reclaimed sand are used for making Pepset Moulds and cores. Fines and LOI of sand are strictly monitored by laboratory.
CO2 cured Sodium Silicate sand binder system is used for making Moulds / cores of manganese steel hammer castings.
After Moulds / cores are made refractory paint is applied by brush and flow coating application. Closing Gauges are used during closing. Moulds and cores are properly dried with gas burners and in ovens as per Mould size before closing. Closed Moulds are given overnight curing and then transported in Forklifts to pouring station. Before pouring down sprue / pouring cups of closed Moulds are once more dried using gas burners.

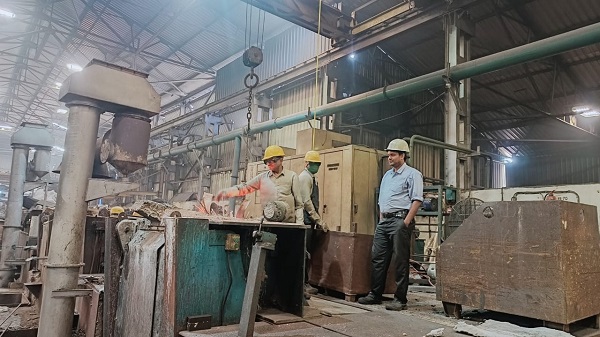
This section is having 550 KW Power Pack Mono-track Induction Furnace with 4 crucibles, having capacity 1100 Pounds, 2400 Pounds, 3300 Pounds, and 5500 Pounds. Graded scrap is used for making specific grades of products cast. After processing heat and getting chemical composition bath results through a Spectrometer, liquid metal is tapped from the Induction Furnace in gas-fired well-preheated ladle. After the slag-off from ladle, using a slag coagulant the temperature is recorded using an Immersion Pyrometer. Thereafter liquid metal is transferred to the pouring bay with the help of an overhead crane and poured into closed Moulds.


Scrap and major incoming raw materials are tested in laboratory using specific testing procedures. Spectrometer is used for bath and final sample analysis for all grades of metal cast.



After pouring and sufficient cooling of poured Moulds, deMoulding is done manually.

2 Shot Blasting machines are utilized for proper cleaning of castings. Maximum table size is 72 inch diameter.

7 numbers gas fired heat treatment furnaces are used for heat treatment of castings adopting specific heat treatment cycles for specific grades of metal cast. Air Quench by Industrial fans and Quenching Tank for Water Quenching are available in heat treatment shop. Heat Treatment facility is available for casting having maximum size 8ft x 6ft x 3ft height.
heat_treat2.mp4

LPG is used as fuel for heat treatment furnaces, Ladle preheating and for Thermal Reclaimer.

Runners and Risers are removed as per norms. Grinding and other related finishing operations are done in this section before and after heat treatment. Interim visual inspection and Non Destructive Test is done on case to case basis.

Stringent inspection is carried out by using calibrated instruments and gauges.


This section is having 20 Conventional Lathes (36 inches max Swing), 15 CNC Lathes (36 inches max Swing), 2 VMC (Travel X22" x Y16"x Z9"), 2 HMC (Travel size 20 inch sq), 11 VTL (Chuck Diameter 8.5 ft max ) and 10 numbers radial Drill Machines.





After proper painting the finished inspected castings with anticorrosive primer they are packed in metal box for shipment.

Once a consignment is packed in a metal box it is loaded in the container with the help of forklifts and shipped to overseas customers adhering to export norms.